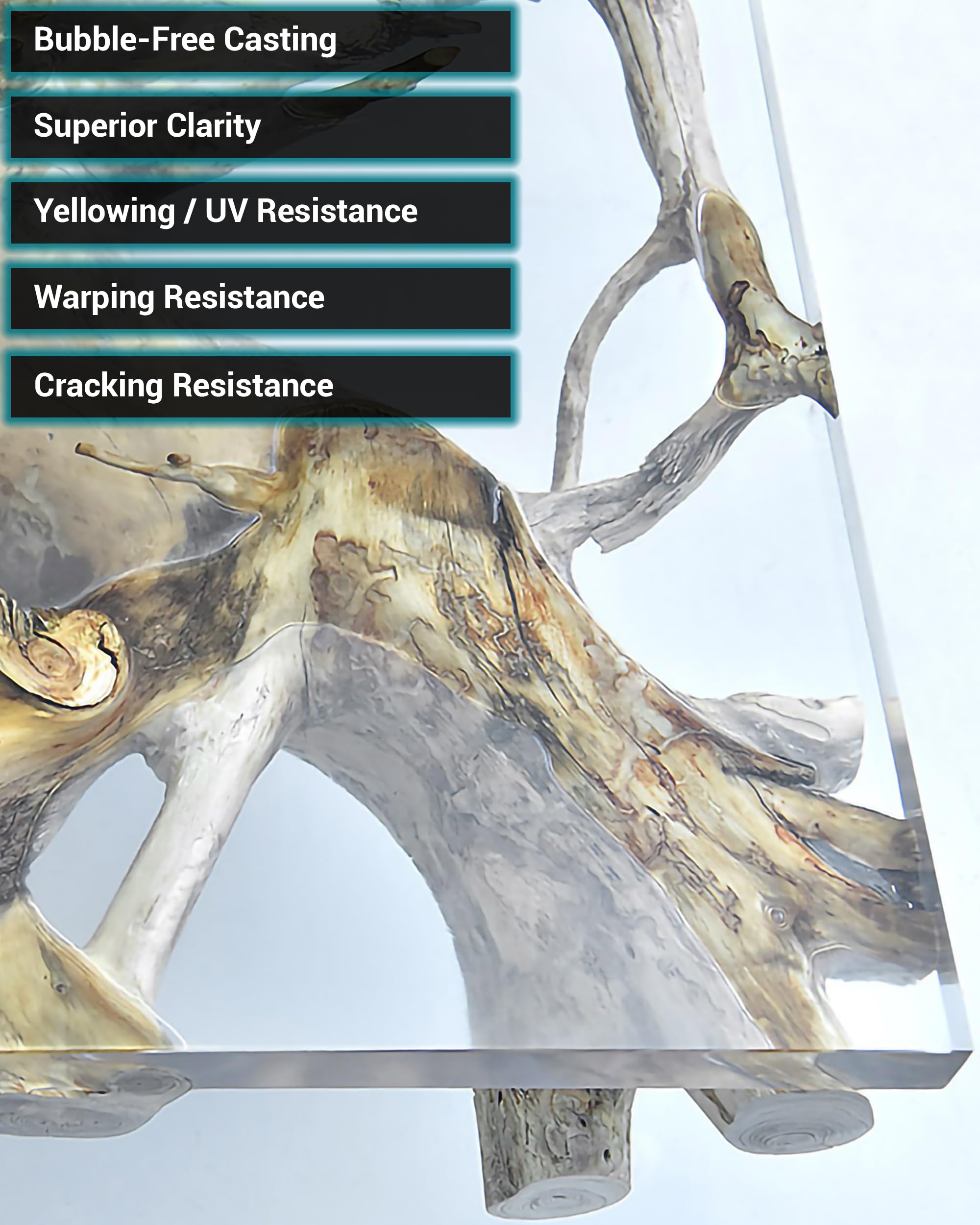
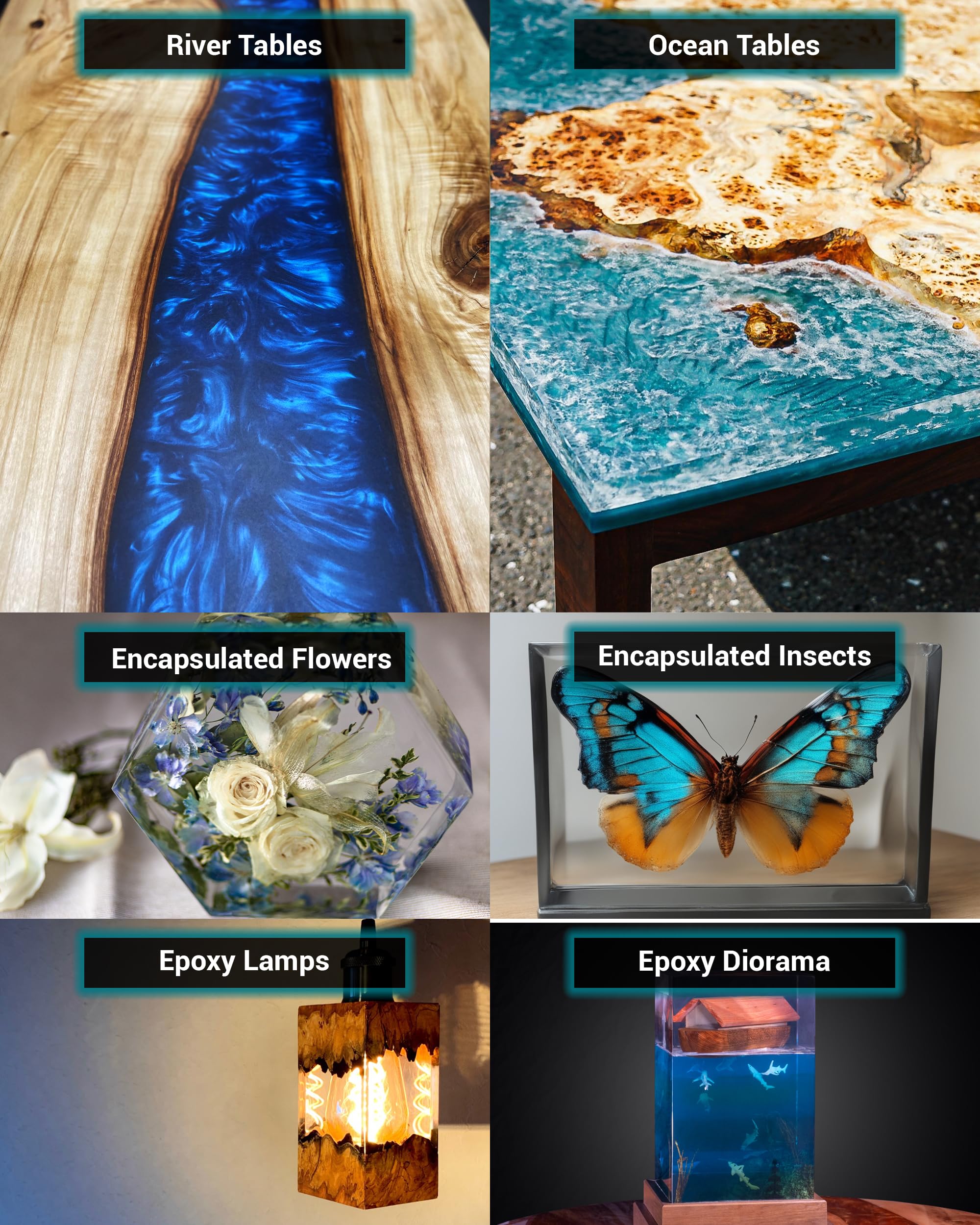
FlowCast is a two-component epoxy system developed for large casting applications. It is perfect for live edge wood projects such as river tables or ocean tables. FlowCast cures water clear and is compatible with many substrates. It has been formulated to have increased UV stability, low viscosity for excellent air release, and low exothermic heat buildup to allow for easy casting and encapsulation of items while preventing stress cracking.
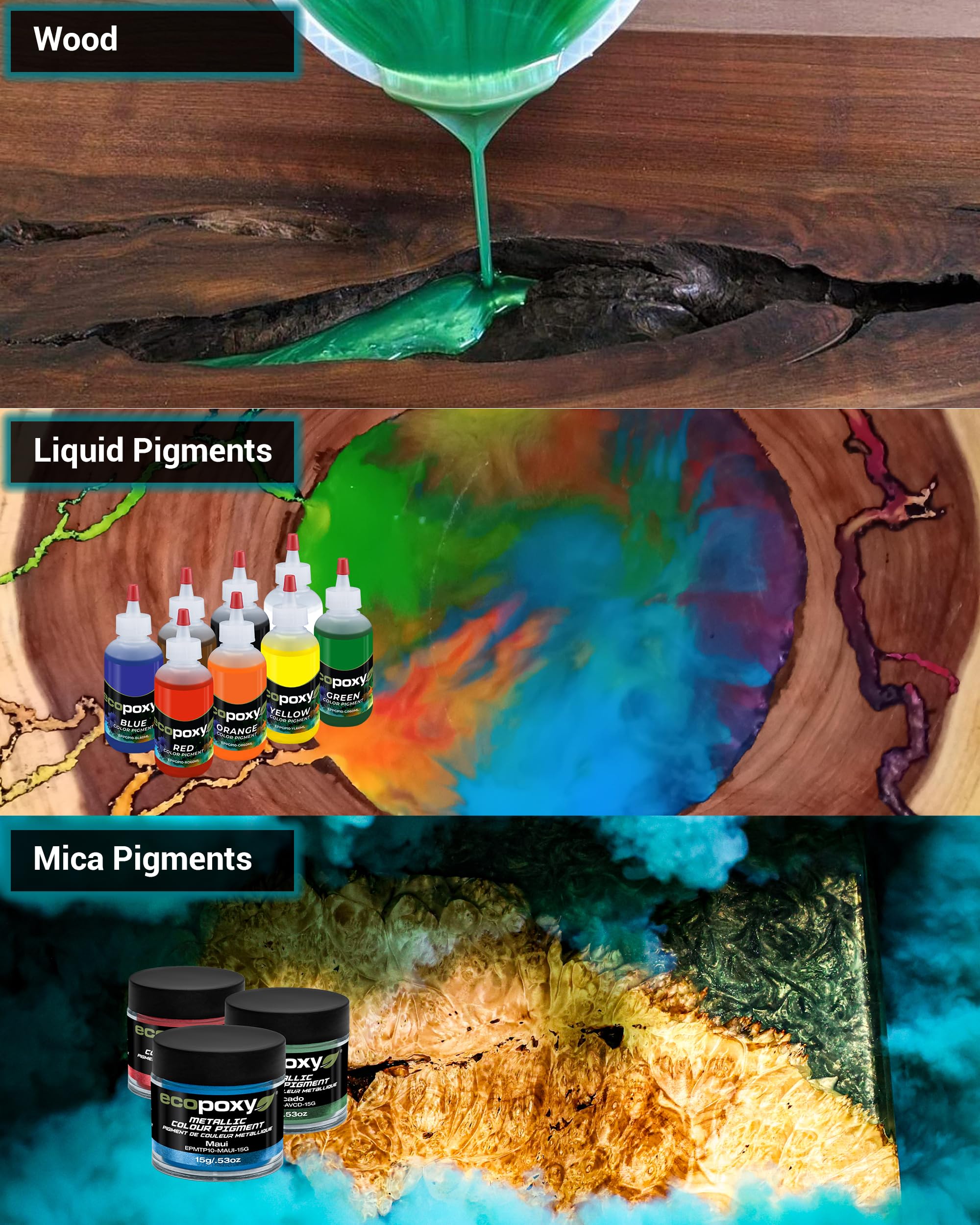
The appearance of FlowCast can be customized using EcoPoxy’s high-intensity Metallic Color Pigments and Liquid Color Pigments. Compatibility of the cured system with a variety of finishing methods and products ensures that desired custom finishes can be achieved.EcoPoxy is committed to creating 100% solids epoxy systems made with high bio-based carbon content materials that deliver exceptional results.
KEY FEATURES:
- Significant bio-based carbon content
- Cures water clear
- Excellent air release
- Easy to mix and pour
- Resists warping and cracking
- Customizable with pigments
- Compatible with most finishing methods and substrates
- Low odor
- Resists crystallization
WORKING TEMPERATURE For best results, follow working temperature recommendations. FlowCast will take longer to cure at lower temperatures and will react faster with greater exotherm under warmer conditions.
Ideal Working Temperature: 72°F (22°C) Recommended Working Temperature: 68-77°F (20-25°C)
PROCESSING CHARACTERISTICS
Working Time begins when Part A and Part B are first mixed together and continues until the epoxy begins to thicken. Specified working times are based on casting immediately after mixing is complete. Working times can be significantly shorter if the resin is left in the mixing container for too long. Up until the working time limit is reached, the epoxy can be manipulated to achieve custom effects. It will self-level and allow bubbles to rise to the surface.
Tacky to Touch is the period where an additional pour can be done without the need to abrade the surface of the previous layer. During this period, the project will need to be protected from contaminants that can adhere to the surface. To determine tacky to touch, wear gloves and lightly touch the surface of the casting. No resin will stick to the glove’s surface, but tackiness between the glove and the surface will be apparent. The onset of tacky to touch has not been reached if the surface significantly deforms in this process.
Set to Touch is the point in time immediately after the tacky to touch period, where the surface of the casting is tack-free. An additional layer is not recommended without first abrading the surface of the previous layer. Determine if set to touch has been reached using the same method as tacky to touch. There is no observable tackiness between the glove and the surface.
Demolding Time is the point in time at which the casting has cured sufficiently such that it can be carefully removed from the mold without causing damage to the epoxy. Castings can be demolded when a wedge can be inserted under one corner of the casting with no observable deformation or bending. Although the casting is solid, it is not fully cured and may sag under its own weight. The casting should be supported until it reaches a fully cured state.
Time to Finishing is the point in time at which the casting has cured sufficiently such that it can be machined or finished using hand tools.
Full Cure is the point in time when the casting achieves full mechanical properties.
*Times based on 1.5 inches (38mm) deep casting at a volume of 3.7 Gallons (14 Liters). Individual project times may vary depending on pour depth, volume, ambient temperature, and humidity




















 Contact
Contact







